

Technologia termokurczliwa w ofercie firmy Ergom
 Część oferty firmy Ergom stanowią materiały i wyroby termokurczliwe oraz narzędzia dedykowane do pracy w tej technologii. Artykuł prezentuje najważniejsze zagadnienia związane z termokurczliwością tworzyw oraz możliwości wykorzystania rozwiązań tego rodzaju w elektrotechnice.
Część oferty firmy Ergom stanowią materiały i wyroby termokurczliwe oraz narzędzia dedykowane do pracy w tej technologii. Artykuł prezentuje najważniejsze zagadnienia związane z termokurczliwością tworzyw oraz możliwości wykorzystania rozwiązań tego rodzaju w elektrotechnice.
Rozwój inżynierii materiałowej, a w szczególności poznanie mechanizmów polimeryzacji i katalizy umożliwiło projektowanie i wytwarzanie kompozycji polimerowych o cechach dostosowanych do określonych zastosowań. Dzięki swoim wyjątkowym cechom polimery znalazły zastosowanie we wszystkich dziedzinach życia. W branży elektrotechnicznej głównie wykorzystywane są ich właściwości izolacyjne, ale równie istotne znaczenie mają właściwości mechaniczne i chemiczne. Uzyskanie w polimerach efektu termokurczliwości otworzyło kolejne możliwości zastosowań i zaowocowało wprowadzeniem na rynek elektrotechniczny produktów termokurczliwych.

Rys. 1. Sieciowanie polimeru: pod wpływem promieniowania radioaktywnego, z łańcuchów węglowych wybijane są atomy wodoru i w tych miejscach powstają wiązania pomiędzy sąsiadującymi łańcuchami
Termokurczliwość
Termokurczliwością nazywana jest zdolność materiału do kurczenia się w wyniku obróbki cieplnej. Cechę termokurczliwości można wywołać w polimerach przekształcając ich długie łańcuchy węglowe w strukturę sieciową. Pod wpływem promieniowania radioaktywnego, z łańcuchów węglowych wybijane są atomy wodoru i w tych miejscach powstają wiązania pomiędzy sąsiadującymi łańcuchami, tworząc swoistą sieć (rys. 1).
Polimery są tworzywami termoplastycznymi, to znaczy, że w podwyższonej temperaturze można zmieniać ich kształt, np. rozciągać je. Polimery usieciowane po rozciągnięciu posiadają pamięć kształtu – pod wpływem ciepła materiał kurczy się aż do uzyskania wcześniejszych rozmiarów. Poziom usieciowania materiału decyduje o jego właściwościach, np. o współczynniku skurczu czy też o sztywności.
Do celów elektroizolacyjnych stosuje się zwykle poliolefiny (głównie polietylen), ze względu na dobre własności elektryczne oraz mechaniczne (wytrzymałość i plastyczność w szerokim zakresie temperatur), a także umiarkowaną cenę.
Zastosowania w elektrotechnice
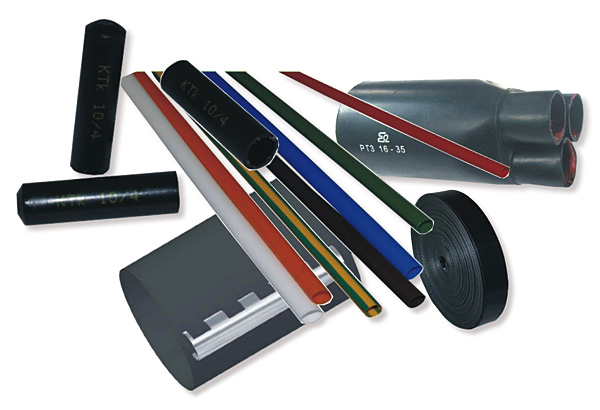
Obecnie na rynku artykułów elektrotechnicznych dostępne są wyroby w technologii termokurczliwej przeznaczone do napięć niskich, średnich i wysokich. Materiały termokurczliwe są stosowane głównie do izolowania kabli – ich podstawową formą fabrykacyjną jest wąż/rura. Na rynku oferowane są rurki i rury bez kleju i z klejem, w odcinkach metrowych i w rolkach, w różnych kolorach. Inne formy to klosze, płaty, palczatki oraz taśmy termokurczliwe. Ponadto materiały termokurczliwe wykorzystywane są do produkcji oznaczników przewodów i kabli.

Rys. 2. Przykłady wyrobów termokurczliwych z oferty firmy Ergom
Technologia wytwarzania
Elementy termokurczliwe występują w różnych kształtach i wymiarach, dzięki specjalnym metodom obróbki. Tworzywo termoplastyczne (polimer) po podgrzaniu do odpowiedniej temperatury jest wstępnie kształtowane poprzez tłoczenie lub wtryskiwanie. Wykonany detal poddawany jest procesowi sieciowania poprzez napromieniowanie, aby „zapamiętał” swój kształt oraz wymiary. Następnie, ponownie w podwyższonej temperaturze, element jest formowany mechaniczne, np. rozciągany, w celu nadania mu kształtu umożliwiającego aplikację na osłaniany przedmiot. W kolejnym etapie podgrzanie aktywuje pamięć kształtu i powoduje obkurczenie elementu do kształtu pierwotnego lub kształtu przedmiotu, na którym został on osadzony. Jeżeli osłona termokurczliwa jest właściwie dobrana, na osłanianym przedmiocie powstaje dokładnie przylegająca warstwa o charakterze izolacyjnym, ochronnym, antykorozyjnym i uszczelniającym. Niektóre wyroby termokurczliwe pokrywa się od wewnątrz klejem termotopliwym w celu poprawienia szczelności wykonanej izolacji.

Rys. 3. Narzędzia z oferty Ergom dedykowane do obróbki materiałów termokurczliwych
Współczynnik skurczu
Podstawowym parametrem opisującym materiał termokurczliwy jest współczynnik skurczu, który opisuje stosunek średnicy elementu termokurczliwego przed i po obkurczeniu. Wyroby termokurczliwe stosowane w elektrotechnice posiadają współczynnik skurczu od 2:1 do 6:1. Mniejszy współczynnik skurczu – 1,5:1 – stosuje się w taśmach termokurczliwych, gdzie termokurczliwość wykorzystywana jest przede wszystkim do uzyskania odpowiedniej szczelności powłoki. Materiały o dużych współczynnikach skurczu, tzn. 4:1 do 6:1, bardziej uniwersalne ze względu na zakres obsługiwanych średnic, ale jednocześnie znacznie droższe, stosowane są w pracach interwencyjnych, gdy nie można wcześniej dokładnie określić wymaganego zakresu średnic izolowanych elementów.
Wytrzymałość dielektryczna, oporność skrośna
Do izolowania części czynnych pod napięciem stosuje się materiały o wysokich wartościach parametrów elektrycznych, jak wytrzymałość dielektryczna i oporność skrośna. Podstawowy materiał stosowany do niskich napięć to polietylen, o wytrzymałości na przebicie 10-18 kV/mm i oporności skrośnej rzędu 1012 Wm. W średnich napięciach stosowane są poliolefiny modyfikowane, zawierające środki stabilizujące i antyutleniacze. Ich zadaniem jest poprawienie odporności tworzywa na zjawiska charakterystyczne dla napięć średnich, jak np. prądy pełzające. Wytrzymałość takiego materiału na przebicie powinna wynosić 24-36 kV/mm, a oporność skrośna powinna być rzędu 1015 Wm.
Technika obkurczania
Istotnym warunkiem uzyskania zabezpieczenia o dobrej jakości przy zastosowaniu materiału termokurczliwego jest dobranie odpowiedniego narzędzia, zapewniającego właściwą temperaturę obkurczania. Dla typowych materiałów termokurczliwych temperatura obkurczania powinna mieć wartość między 100 a 200oC. Materiały cienkościenne obkurcza się przy pomocy nagrzewnic elektrycznych lub gazowych. Do obkurczania materiałów o większych gabarytach i większych grubościach ścianek, takich jak płaty, palczatki, mufy czy głowice (średnice od około 40 mm) zaleca się używanie nagrzewnic-palników gazowych na propan/butan.
Obkurczanie elementu wykonanego z materiału termokurczliwego może spowodować zmianę wszystkich jego wymiarów. Zmniejszenie średnicy obkurczanej koszulki wiąże się ze zwiększeniem długości, w związku z tym należy zapewnić odpowiednią ilość miejsca, aby materiał nie uległ pofałdowaniu. Z tego samego powodu należy dobrać właściwe miejsce rozpoczęcia obkurczania – materiał może wydłużać się w dwie strony, proporcjonalnie do długości.

Rys. 4. Przykładowe metody obkurczania elementów termokurczliwych
Oferta Ergom
Dzięki bogatej ofercie materiałów termokurczliwych oraz dedykowanych do ich obkurczania narzędzi, firma Ergom zapewnia komplementarną obsługę w zakresie opisanej technologii. Ergom oferuje koszulki termokurczliwe, kapturki (typ TZK), mufy (typ PT), płaty (typ PLT) oraz taśmy typu TT czy TKT. Ponadto dostarcza towary termokurczliwe będące funkcjonalnymi zestawami wymienionych typów podstawowych. Są to mufy kablowe JE (izolowanie przelotowych złączy kabli) i głowice kablowe TGE-4 (izolowanie rozgałęzień kabli). Do obkurczania wyrobów termokurczliwych Ergom oferuje nagrzewnice elektryczne typu EOP2000 oraz gazowe typu GL1300 i Z-GL3114 przeznaczone do obkurczania materiałów cienkościennych. Firma posiada również w swoim portfolio rury termokurczliwe typu RIS do izolowania m.in. szyn zbiorczych w rozdzielniach na napięcia robocze w zakresie od 1 do 36 kV. Rury RIS spełniają wymagania elektryczne normy PN-EN 60684-3-283:2011E, co zostało potwierdzone sprawozdaniem z badań wykonanych przez IEL Wrocław. Mufy kablowe typu JE-4, których elementem składowym są rury typu TGRK, posiadają aprobatę techniczną Instytutu Energetyki w Warszawie na zgodność z normą PN-E-06401-03:1990.
mgr inż. Marcin Lis
Autor jest pracownikiem
firmy ZAE Ergom